


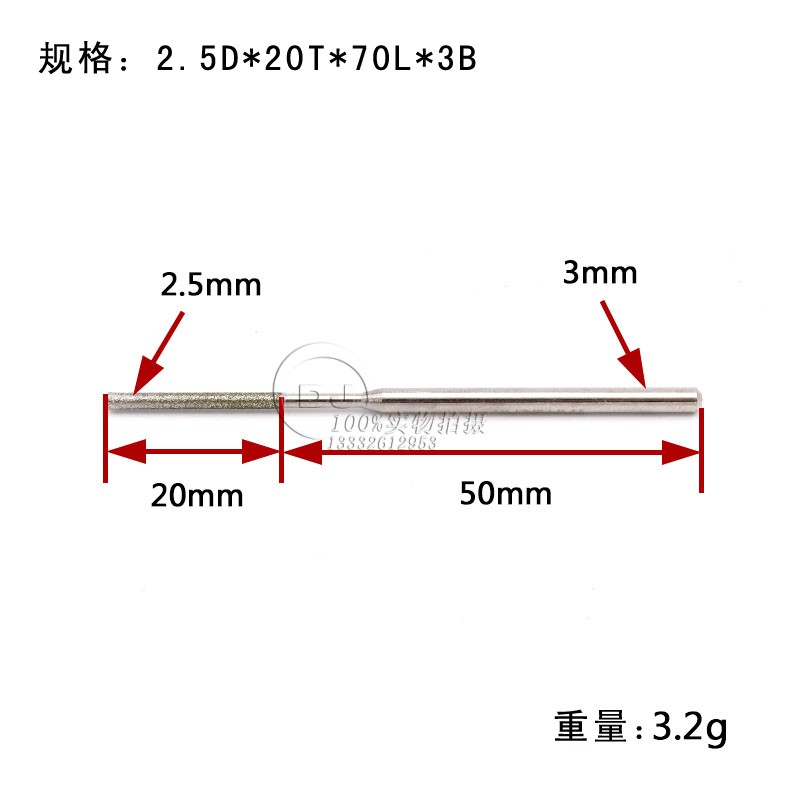
定做金刚石磨头3mm柄 医用牙科针 合金打磨棒 玉石雕刻 10支起订
在使用金刚石磨头时,普通情况都是采用粘接,镶焊或机夹的方式固定在刀柄和刀体上运用,操作时,操作人员应站立在工件的正面,以防工件碎裂时,碎片飞出伤人。







金刚石刀具的发作不但推进了社会的展开,而且给人们带来了便利,那么今天我们来了解一下金刚石磨头的运用方法及留意事项:
在使用金刚石磨头时,普通情况都是采用粘接,镶焊或机夹的方式固定在刀柄和刀体上运用,操作时,操作人员应站立在工件的正面,以防工件碎裂时,碎片飞出伤人。
金刚石磨头运用前,看下其牌号及刀片的类型,不同的刀具,其组成部分也不一样,要按厂家给的商品样本及说明书来折中选择。
两手握刀的距离放开,两肘夹紧腰部,以减小磨刀时的颤抖。在中止磨刀时,镗刀要放在砂轮的水平中心,刀尖略向上翘约3°至8°,合金磨头接触砂轮后应作左右方向水平移动。分开砂轮时,金刚石磨头需向上抬起,以防磨好的刀刃被砂轮碰伤。
修磨刀尖圆弧时,通常以左手握车刀前端为支点,用右手转动金刚石车刀的尾部。磨后刀面时,刀杆尾部向左偏过一个主偏角的角度,磨副后刀面时,刀杆尾部向右偏过一个副偏角的角度。
以上几点是我们在使用金刚石磨头时的方法以及留意的事项,我们在用金刚石磨头切削时,可以会发现一些意想不到的成果,只需我们用心去处置,就会轻松的解决难题。
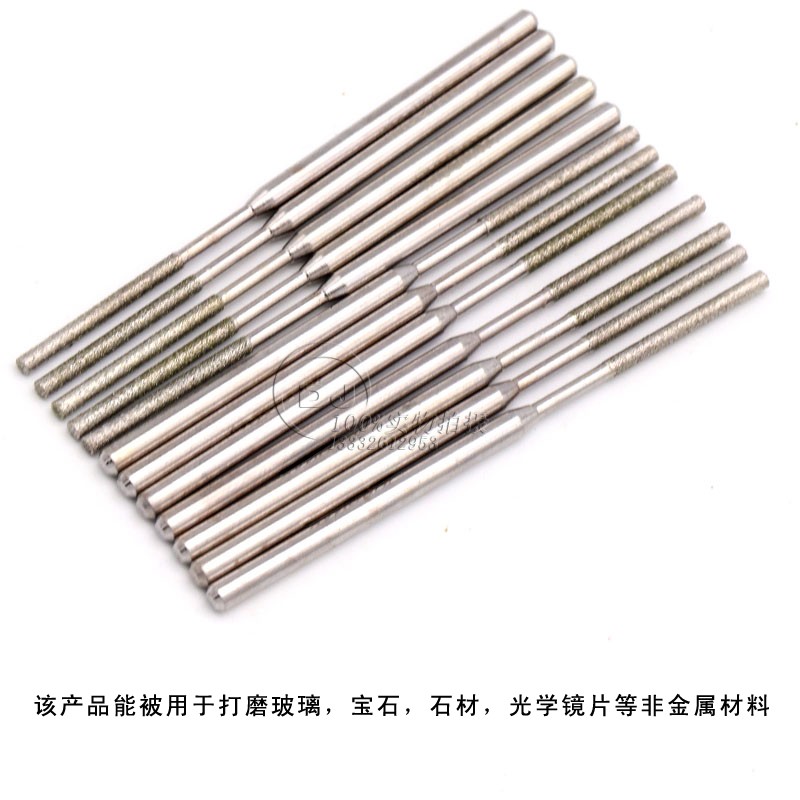
相关关键词:金刚石磨头,牙科针,合金打磨头,金刚石磨针,金刚石磨棒3mm,金刚石磨棒厂家













附录:如何选择合适的金刚石/CBN磨头尺寸?
1,内圆磨棒直径不宜太大或太小
磨内孔时,若砂轮直径太大,则砂轮与工件的接触弧随之增大,使磨削热增加,冷却和排削困难。若砂轮直径太小,难以达到 理想的磨削速度(30m/s~50m/s),使磨削厚度增加,磨粒所受的符合增大,容易磨钝,使内孔表面粗糙度增大,生产效率降 低。
为了获得良好的磨削效果,砂轮直径与内孔直径应保持适当的比值,此比值通常在0.5~0.9之间。当孔径较小时,只要问题是砂轮圆周速度低,此时应取大比值;当孔距较小时,主要问题是冷却和排屑困难,此时应去较小的比值。内圆砂轮直径选择可参考下表。
| 被磨孔的直径/mm | 砂轮直径/mm | 被磨孔的直径/mm | 砂轮直径/mm |
| 12~17 | 10 | 45~55 | 40 |
| 17~22 | 15 | 55~70 | 50 |
| 22~27 | 20 | 70~80 | 65 |
| 27~32 | 25 | 80~100 | 75 |
| 32~45 | 30 |
2,内圆磨棒工作宽度不宜太宽或太窄
内圆磨削时,如果砂轮宽度太窄,砂轮容易磨损,不利于提高生产效率和降低表面粗糙度;如果砂轮太宽,则磨削力增大,易引起砂轮接长轴弯曲变形。因此磨内孔时,应选择合适的砂轮宽度。在接长轴刚性和机床功率允许的范围内,砂轮宽度可以按工件还长度选择,见下表。
| 磨削长度/mm | 砂轮宽度/mm | 磨削长度/mm | 砂轮宽度/mm |
| 14 | 10 | 45 | 32 |
| 30 | 25 | 50以上 | 40 |







