您当前位置:
- 首页
- 产品中心
- 电镀砂轮
电镀砂轮

- 60度异型电镀金钢石砂轮SDC120目
- 非标定制,45号钢基,电镀金刚砂120目,锥面60度,氩弧焊钨针机用快速实现磨尖打磨抛光

- 不锈钢304倒R 平行带弧CBN砂轮 仿形研磨
- 东巨CBN电镀砂轮电铸层平整,对磨料把持力高,使用无起层,脱粒现象.高准度仿形,复杂曲面成型磨削,提高磨削质量。内R电镀砂轮无需修整可直接使用,节省加工时间。砂轮磨削效率快,表面粗糙度均符合要求。

- 精密电镀金刚石/CBN磨头 31毫米
- 单涂层电镀结合金刚石/CBN砂轮的特点是颗粒吸持力度大,从而能够结合高硬度切削材料产生的切削功率。切削颗粒在金属基体范围内被高硬度电镀镍层吸持,在颗粒超出达到颗粒直径的40%时,能够拥有很高的颗粒吸持力度。到目前为止,使用高硬度砂轮的主要缺点是其所加工的表面会产生相当高的粗糙度。在保持必要的同心性的条件下,这种砂轮能够加速使高速磨削的砂轮圆周速度达到vs>100m/s。内圆磨电镀砂轮的优点是颗粒齿高、切屑厚度低、磨削力小并改善了表面质量。

- 碗型带柄电镀砂轮 金刚石800目 球面石英玻璃打磨抛光
- 东莞东巨超硬磨具店作为专业的电镀砂轮厂家,可定制各类异型砂轮,产品质量上乘,品质有保证,我们拥有专业的技术实力,先进的生产设备或检测设备,可根据用户的不同要求研制开发各种具有特殊用途的砂轮磨具,期待与您合作。

- 东巨固定式电镀金刚石修整器 30*10*6*M4 磨块尺寸粒度均支持定制
- 东巨块状电镀修整器采用金刚石复合镀层技术,依次为空镀层/上砂镀层/增厚镀层/亮镍镀层,工件经前处理后,电镀的一层薄薄的金属镍(1~3μm)称空镀层,可使镀层与基体充分接触,以增强结合力。 紧挨着基体表面的一层磨粒初步把持在基体上,以便随后进行大电流厚镀。上砂镀层厚度一般在几至几十微米范围内,且要求其均匀且不能发黑。

- 矿山设备机械转轴零件电镀CBN立方氮化硼涂层150目 翻新镀砂厂家
- 东巨磨具店常年致力于电镀磨具的研发与设计,可提供基体翻新业务,电镀金刚砂SDC、电镀氮化硼砂CBN,磨料等级高,切削力强,无论是用作磨削,还是增强摩擦系数,性价比都是不错的。东巨的工程师提示,金刚石制品不耐磨可能是金刚石粒度或质量的原因,也可能是镀层太差或结合力差的原因。

- 定制电镀异型金刚石磨边轮 120外径20孔 细砂SDC600目精磨
- 异型金刚石磨边砂轮用于光学玻璃、镜片、非金属材料精密成型研磨抛光,在研磨精度、研削性、耐磨性等方面能够保持稳定的性能,可适用于诸多不同材料之加工用。

- 定制内镀成型金刚石滚轮 70D*24T*35H 滑轨行业专用
- 东巨电铸金刚石滚轮,修整效率远远高于传统的金刚石修整笔,并且加工出的零件表面质量和精度更高,特别适合大批量生产加工。机床行业中微型导轨滑块使用电镀金刚石滚轮修整砂轮,比传统金刚笔性价比更高,无论从寿命上还是修整精度、修整次数上都有质的提升。电镀法金刚石滚轮的特点是机床操作简单,对磨床工人的技术要求不高,加工的产品精度一致性好,质量稳定,能提高生产效率和产品质量,降低制造成本,容易实现磨削加工一体自动化。此修整滚轮应用较多为机床行业,例如导轨、滑块、滚珠丝杠等。

- 东莞东巨异型电镀砂轮厂 V型/斜边/圆边/平行/异形砂轮加工退镀金刚石
- 异型电镀砂轮品种多,形状复杂,广泛用于玻璃、石材、磁性材料、陶瓷等各种成型加工,适应性强,具有磨削效率高,使用寿命长,成形精度高的特点。

- 东巨内圆磨电镀合金砂轮 55D*25T*12.7H
- 电镀内圆磨砂轮用于硬质合金、光学玻璃、宝石、半导体材料、有色金属材料、非金属材料的磨削、切割或电解磨削。

- 1A1平行电镀合金砂轮 SDC40目
- 电镀砂轮的成型工艺简单,生产成本低。电镀SDC砂轮虽然只有一层镀层,且不能修整,在加工过程中,较难知道,何时磨层受损,但适用于小批量的机械加工和几何图形复杂成型磨加工用和作为修整滚轮用。

- 带槽金刚砂辊筒 异型金刚砂磨具厂家 110D*115T*20H
- 电镀结合剂金刚石辊筒是一种用于刀具行业的棕刚玉砂轮的板面磨平定厚加工之用的修整工具,它由滚筒钢基体和电镀在其表面的金刚砂颗粒组成,其特征为:在滚筒基体上以电化学的方式,在滚筒表面覆盖数以万计的磨粒。 电镀金刚砂就是使金刚石微粒均匀分布在金属中形成的镀层。

- 定制方形电铸钻石磨块 40*30*20 M6孔 单面SDC80目
- 电镀金刚石磨块是以人造金刚石为主,主要是由超硬磨料(金刚石、立方氮化硼)制作的磨块。金刚石磨具按结合剂不同,大致分为树脂、青铜、陶瓷和电镀4类。电镀沉积金属结合剂与磨粒结合力牢固,在恶劣磨削条件下,磨粒结合力牢固,不会脱落,且多为单层磨粒的精密成形磨具,成本低、金属切除率高而不降低其寿命

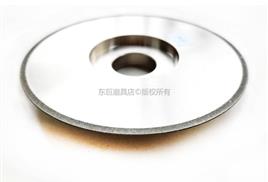
- 东巨碗型电镀砂轮 东莞异型金刚石砂轮厂家
- 东巨碗型电镀砂轮对于非标工件有很好磨削定型作用.电镀金刚石砂轮对于一些复杂型面磨削。如硬度较高的石英玻璃、工业陶瓷、磁刚、玻璃等开槽、打孔、磨弧度、切割、磨平台、磨斜面都可以设计电镀砂轮磨削

- 氮化硅陶瓷倒R角用异形电镀金刚石砂轮
- 氮化硅陶瓷外圆面加工可设计双磨料金刚石砂轮,属于工程陶瓷加工工具技术领域,该砂轮包括基体,结合在基体圆周表面上的金刚石细磨料层构成的副磨削区,结合在基体端面上的金刚石粗磨料层构成的主磨削区;或结合在基体端面上的金刚石细磨料层构成的副磨削区,结合在基体圆周表面上的金刚石粗磨料层构成的主磨削区;所述主磨削区用以去除工件材料,副磨削区用以修磨工件已磨削的面;还包括均匀分布在砂轮端面和圆周面排屑槽.一次加工可以实现材料去除和对已加工面进行修磨的双重作用,加工效率高,且结构简单,生产工艺不复杂。

- 修磨陶瓷治具用1EE1双斜边120度V型合金砂轮
- 陶瓷治具修整是指陶瓷在成形或烧结后的用超硬磨料进行的表面磨削加工。陶瓷磨削加工分为固定磨料式加工如研磨、搪磨、超细加工、砂纸砂布加工等及游离磨料式加工如抹磨、抛光、滚桶加工、超声波加工、喷射加工等。

- 定做塑料透明胶片抛光用异型电镀金刚石砂轮 R1.5
- 电镀法是通过在光滑的基板上沉积金刚石-金属基复合镀层,再通过机械脱膜的方法把砂轮片从基板上脱离,然后冲压成所需要规格的砂轮片。

- 1EE1V木材仿形磨削 机械自动研磨机用 内凹90度异型合金砂轮
- 因为电镀结合剂所具有的特性和优势,使电镀砂轮成为玻璃、陶瓷、宝石、石材、木材等硬脆材料及硬质合金打磨加工的理想工具。随着时代的进步,科学的发展,社会的需要,新型材料的研制,打磨加工向高质量、高精度、高效率、自动化方向不断发展,电镀砂轮起的作用越来越明显。
- 定做3A1钨电极成型金刚石砂轮 电镀结合剂 150外径1.0厚31.75内孔
- 3A1电镀砂轮对磨粒的把持强度高,寿命长,磨耗少,使得电镀砂轮在高速和超高速高效高精度磨削加工中充分发挥其耐磨性切削能力强的特点,尤其在硬脆难加工材料更显其明显优势,应用广泛。电镀砂轮在工业各部门各领域几乎都有应用,航空航天、模具制造业、半导体制造业、光学加工制造业等。目前,钨电极、陶瓷材料、光学材料、航空发动机涡轮叶片、硅片制品等多多用电镀砂轮进行打磨。

- 来图订制14A1U电镀钻石砂轮 研磨硬质合金、玻璃、陶瓷、硅片专用
- ?电镀钻石砂轮对磨粒的把持强度高,寿命长,磨耗少,使的电镀砂轮在高速和超高速高效高精度打磨加工中充分发挥其耐磨性切削能力强的特点,尤其在硬脆难加工材料更显其明显优势,应用广泛。电铸砂轮在工业各部门各领域几乎都有应用,航空航天、模具制造业、半导体制造业、光学加工制造业等。目前,陶瓷材料、光学材料、航空发动机涡轮叶片、硅片制品等都多用电镀砂轮打磨。

- 东莞定制异型电镀金刚石砂轮 林氏磨边机成型倒角专用
- 汽车玻璃砂轮和建筑玻璃砂轮是我们的特色产品。汽车玻璃工具用于形状磨边机、仿形铣床和数控设备;建筑玻璃砂轮包括电镀金刚石砂轮,烧结金属/青铜结合剂金刚石砂轮及树脂结合剂金刚石砂轮。 工业陶瓷有氧化铝75瓷,85瓷,95瓷,90瓷,99瓷?95瓷,氧化锆陶瓷等,均可用电镀合金砂轮。
- 平行电镀立方氮化硼砂轮
- 1A1平行电镀立方氮化硼砂轮是常应用于汽车零部件加工领域,由于立方氮化硼特殊的物质性质,在面对发动机气门杆这类材料时,既能保证成品光洁度,又可以轻松做到不掉砂且磨削高效。磨削锋利的开粗粒度通常使用60#和80#,中粗粒度通常使用120#、150#、180#,细粒度通常使用240#、280#、320#,抛光工序则用400#、600#依此类推。

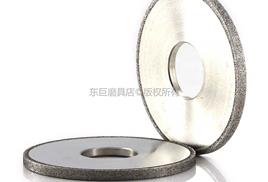
- 斜边45度合金碗型砂轮 进口自动磨刀机用
- 东莞东巨超硬磨具店,可订制生产各种形状的磨刀机碗型砂轮,包括11C9、12V9、 11V9 、11A2等,精选A级金刚砂磨料,台湾电镀工艺制作,粗砂磨削锋利,细砂表面均匀,东巨独有的配方技术,使得砂轮磨粒具有高强度和坚实的耐磨度

- 电镀金刚石CBN涂层齿轮 各种齿形直齿螺纹齿均可镀砂
- CBN立方氮化硼涂层不仅可以提高齿轮的表面硬度,增强其耐磨性,而且可以增大齿轮表面摩擦系数,从而进一步增加咬合率。

- 异形金刚石砂轮定做 电镀立方氮化硼厂 来图来样生产
- 广东东莞东巨超硬磨具店针对全国地区用户,支持来图定制异型电镀金刚石制品,来样生产非标立方氮化硼磨具, 3ds .max / cad / pro-e 图纸均可,交期视产品难度而定,一般周期7-10个工作日左右。

- 东巨电镀结合剂CBN成型专用砂轮 100D*9T*25.4H*10 x*7E*1.0R
- CBN成型专用砂轮正好用于加工这类低硬度的材料,磨削比较容易,损耗较低,尺寸公差较为准确,放大细节处材料不易崩边,电镀CBN砂轮通常用于轮廓成型磨削作业,较多数的CBN磨料被电镀在钢体上,不需要修整。氮化硼涂层可以重复电镀翻新,当需要异型材料磨削时,电镀砂轮是较合理的选择。 ?

- 东莞订做电镀金刚砂切割片 电路板电极棒精密切割 平稳作业寿命更长
- 不同的材料选用不同种类的金刚石切割片,不同粉类配方适合不同材质的特性,对材料产品的切口质量、切割效果、合格率乃至成本和效益造成直接的影响。

- 东莞电镀SDC砂轮厂 翻镀金刚石 氮化硼翻新 铝合金不锈钢镀砂
- 不是所有金属材料都适合电镀磨料,每种材料物理性质不同,即便是充分预处理基体表面,材料本身对药水的反应也大相径庭。例如不锈钢基体材料、铝及铝合金基体材料、钨钢硬质合金材料等,这类金属并不适合镀砂,因为不同的基体材料具备不同的化学特性,如:易析氢,表面疏松多孔,易氧化等,需采取不同的电镀前处理工艺,来降低不良特性对镀层质量造成的脱砂。

- 东莞来图定制金刚石修整滚轮 精度高寿命长一次成型
- 砂轮修整是磨削加工中的关键,而金刚石滚轮是效率较高的修整砂轮的工具,目前常用的滚轮制作方法有两种,一种是烧结的金刚石滚轮,还有一种是电镀的金刚石滚轮。电镀的金刚石滚轮制造工艺是各种制造方法中制造精度和制造型面复杂程度较高的方法,其形面精度在0.005mm以上,通常采用内镀法制作,它适合制造各种类型且复杂型面的工件。

- 光学玻璃镜片精密成型研磨电铸金刚石砂轮R5 公差正负0.02
- 带弧电铸砂轮用于光学玻璃镜片精密成型磨削 ,该砂轮在研磨精度、研削性、耐磨性等方面能够保持稳定的性能,可适用于诸多不同类型镜片加工用,不崩边不变形,加工效率高。


