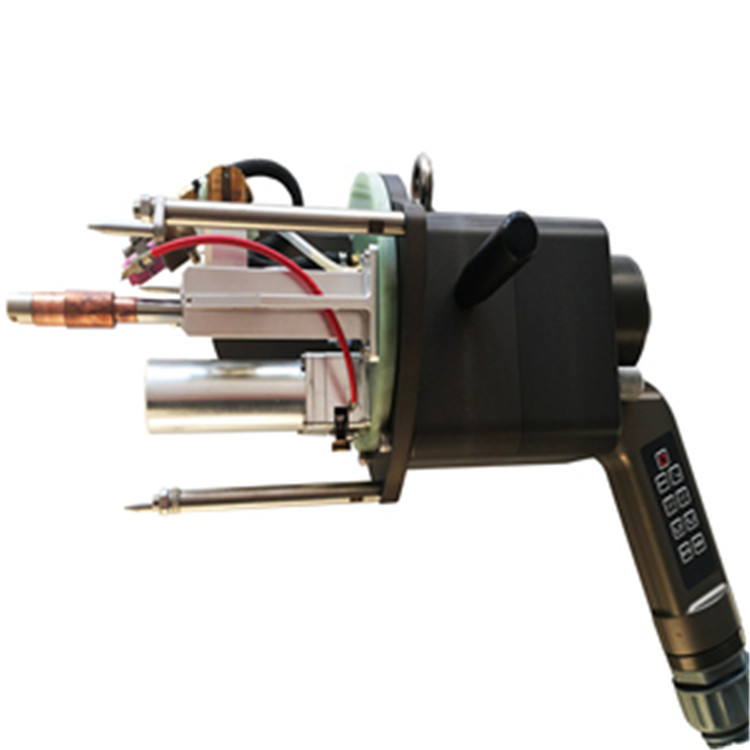
管板焊机的性能特点:
1、自熔/送丝TIG脉冲焊;
2、可实现单道自熔、单道加丝、道自熔、第二道连续加丝、道加丝、第二道加丝焊接等多种工艺要求;
3、外部循环水冷,连续工作时间长;
4、可以选用平衡器或龙门架两种附件,灵活组合,以适合不同工况焊接的要求;
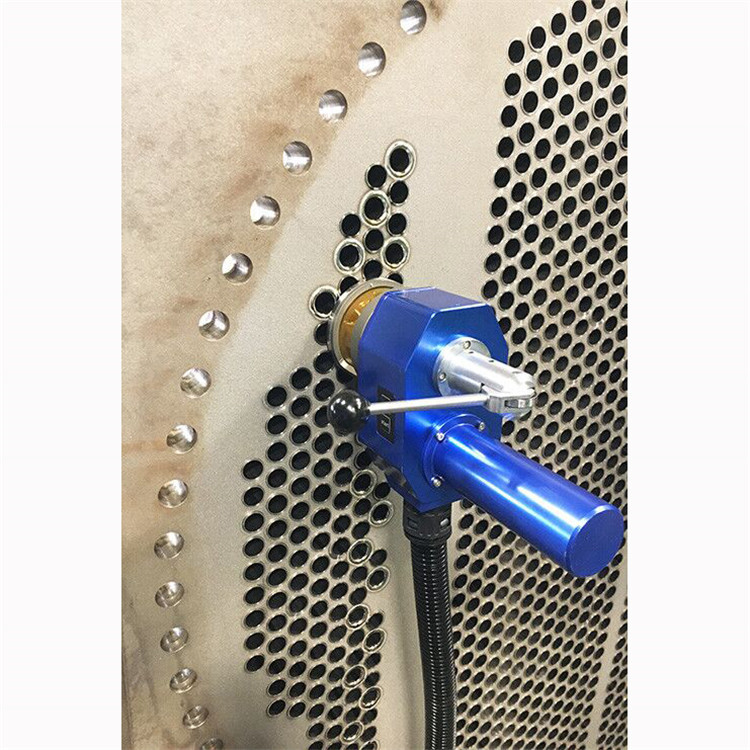
5、管板焊机适合碳钢、不锈钢、钛、锆合金等材料的管平头、管缩进和管伸出管板连接形式的焊接;
6、管板焊机适合于热交换器和锅炉等管板结构产品焊接。

管板自动环缝焊接机的发展趋势:
1、高效节能:电焊机的节能体现在空载时节能和负载时节能两个方面。空载时电焊机可以将主电路、风机等全部进入停止状态,空载功耗仅有几瓦;电焊机负载时的效率比晶闸管整流焊机要高。性能稳定
由于电焊机的工作频率为20KHZ以上,具有较快的响应速度,可以对熔滴过渡细分为多个阶段进行控制。对CO2气体维护焊来说,可以大幅降低飞溅,对脉冲熔化极MIG/MA G焊可以进行有效地控制射流过渡的稳定性,还可以将熔滴过渡和送丝机构的运动结合起来,进一步控制熔滴过渡过程,得到良好的焊缝成形,焊接性能稳定。这些都是激进整流焊机无法做到;
2、集中控制:电焊机大量采用单片机、DSPFPGA 等数字控制器,通过以太网、现场总线来实现多台焊机或者机与焊机之间的网络通信。不只解决了多台焊机协同作业的问题,方便焊接过程中的集中控制,而且实现了远程焊机参数的设置或监控,使电焊机远程故障诊断及维护成为可能。
管板环缝焊接机稳定性控制:
由机械机构带动钨极旋转,使钨极与焊接工件保持恒定距离,从而使电弧电压保持恒定,相对于手工操作,电弧更加稳定。电流,旋转及送丝控制均具有闭环反馈控制功能,可以保证焊接过程中的电弧及各参数的稳定性,从而保证焊缝质量的稳定性。
一致性控制:通过焊接程序及参数的固化控制,可以很好的实现焊缝质量的一致性控制。
管板自动焊机的技术优势
热输入控制:通过电流,电压,旋转速度,送丝速度等参数的编程设置可以控制焊接热输入,从而更好的控制焊接热影响区,控制焊接质量和焊缝抗缺陷,抗失效及抗腐蚀能力。