我国塑料薄膜产业的双向拉伸生产线大部分从国外进口,主要制造商为德国的布鲁克纳(BRUCKNER)、多尼尔(DORNIER)、法国DMT及日本三菱(MITSUBIHI)等
在生产工艺中,TDO需要耗费大量的热能对BOPP进行加热定型,所以业界普遍采用有机热载体炉加热导热油,泵送至TDO进行热交换后回到炉内继续加热,如此循环加热。导热油炉燃料一般为油或天然气,燃烧后排出的高温烟气及TDO排出来的废热一般未利用,直接排到大气层中,既浪费能源又对环境造成热污染。,PET膜的加工中分纵向拉伸区和横向拉伸区,即MDO和TDO,一般各自都有预热区、拉伸区、定型区、冷却区,MDO和TDO需要耗费大量的热能对BOPP、铸片及膜材进行干燥和定形,工作过程中排放出大量的废气,以横向拉伸定形区为例 , 一般温度范围定在200-245℃ , 排出的废气温度一般在180℃左右,直接排出浪费大量热能,因此废气废热回收是节能减排的重点之一,亦是降低生产成本,改善生产操作环境的需要。拉伸定型废气问题的解决途径主要包含两方面,即废气净化与余热回收。 其中余热回收的主要方式是通过气-气热交换从排出的热废气中将热能回收到热拉伸或者定型区内。
以某公司TDO数据为例:
单台机废气总排量: 15000m3/h
补风风量: 12000m3/h
排出废气温度: 180℃左右
环境温度: 30℃
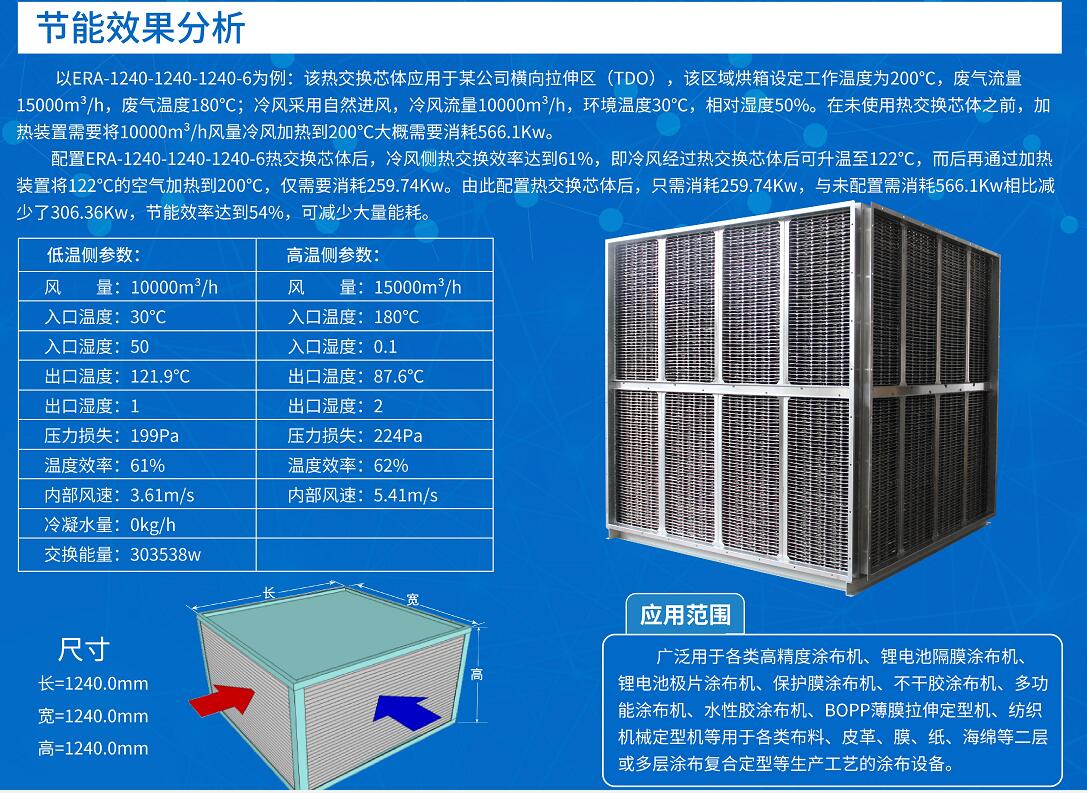
计算结果(如右图所示)
某定形区烘箱设定工作温度200℃左右,现将10000m3/h由环境温度30℃升温至200℃需消耗大约566.1Kw能量,安装余热回收器后新风热交换后达到122℃,再通过加热装置加热到200℃需消耗大约259.74Kw能量,节省了306.36KW,节能效率达到54%。
通道流畅可清洗,回收热能效率高