粉末喷塑设备工艺的好坏严重响涂层质量
粉末涂料选择的再好,如果粉末喷塑设备的工艺存在问题,对工件涂层将会造成很严重的质量问题。

1、前处理除油、除锈效果不好,表面会有残留物,喷涂时会造成涂层橘皮、缩孔、颗粒等缺陷和降低涂层附着力。工件前处理后未彻底干燥,喷涂时涂层会起泡。
2、压缩空气不干净,气压不足,容易产生粉末流平性差、吐粉等缺陷,以控制气压为9.8~20.6kPa为佳。
3、电压不稳定,或者过高过低,都会使工件凹陷部位无法上粉或降低上粉率,同时涂层厚度不均匀。电压应控制应为60~90 kV。
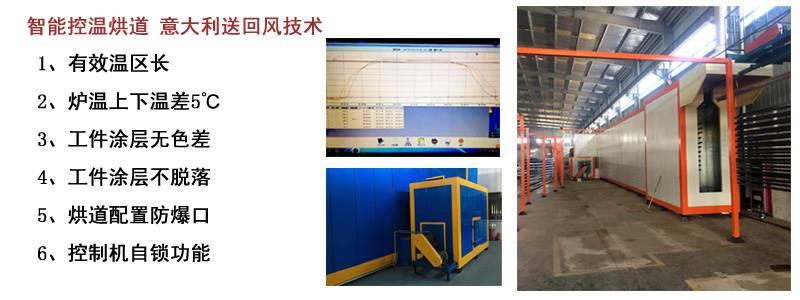
4、烘道固化温度过低或过高,外观光泽差,有橘皮、脱落等现象。
5、喷枪质量差,或操作不当,喷距太近太远,都会影响上粉率,以及涂层产生针孔、气泡的原因之一。
6、工件接地导线与工件接头处被喷上粉末涂料,会降低导线的导电性,会出现上粉率低、涂层厚度不均匀、橘皮、针孔、起皱、流挂、附着力差等现象。
新月涂装专注粉末喷塑设备制造26年,与意大利“全顺”公司展开深度项目合作,每年都会对喷塑工艺进行大量的研发与实验,保证了工件涂层喷涂的质量。