
高低压配电柜成型设备安装流程工艺流程基础验收→设备开箱检验→设备二次搬运→变压器就位→附件安装及接线→交接试验→试运前检查→试运行→交工验收配电柜成型设备安装安装前,控制间内环境应具备条件,所有的内装饰施工已完成,室内洁净安全。A配电柜成型设备安装固定:①配电柜成型设备运到现场后,组织开箱检查,检查有无变形、掉漆现象,仪表部件是否齐全,备品备件、说明书等有无缺损,并做好开箱记录。②根据施工图的布置,按顺序将开关柜放在基础型钢上。成列柜就位后,先找正两端的柜,再在柜下至上三分之二高的位置绷上小线,逐台找正,以柜面为标准。找正时采用0.5mm垫片进行调整,每处垫片多不能超过三片。③就位找正后,按柜固定螺孔尺寸进行固定。
他们集中化装置在公司的配电站,把电磁能分配给不一样地址的部属配电设备。这一级机器设备紧贴直流变压器(标准气压自变量)器,故电气设备主要参数(parameter)规则较高,輸出电源电路容积也很大。(2)二级配电设备(equipment),是驱动力(power)配电柜设备和电机操作(control)中心的通称。驱动力配电柜设备应用在负载较为分散化、操控回路偏少的场所;电机操作中心用以负载集中化、操控回路较多的场所。他们把上一级配电设备(equipment)某一电源电路的电磁能分配给就近准则的负载。这级机器设备(equipment)处理负载出示维护、监控和操作。(3)末级配电设备(equipment)总称之为照明灯具驱动力(power)配电柜设备。他们杜绝供电系统中心,是分散化的小容积配电设备。

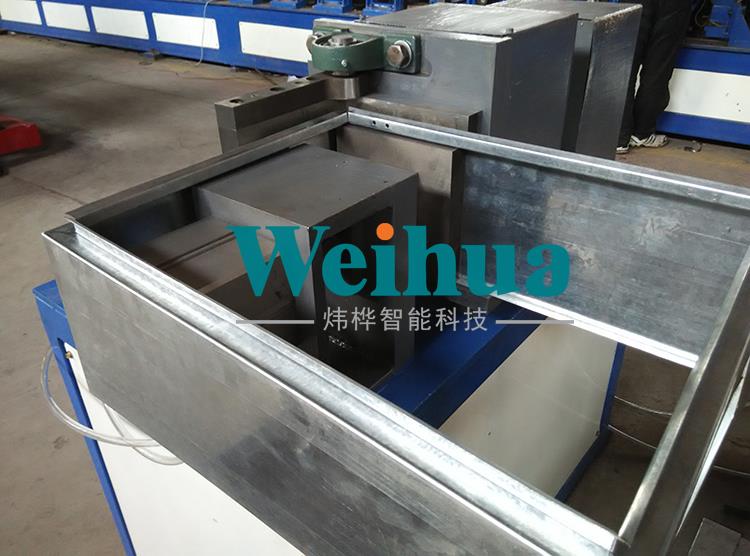
山东炜桦研发的全自动消防箱生产线为一次成型设备。该设备打破了传统生产方式,对多个工艺步骤进行了优化改进,使消防箱钣金加工的综合生产效率提高3倍以上,部分环节工序可提高效率10倍以上!日生产箱体1000只,在人员和场地减少的情况下,实现实际生产效率增加数倍;伺服控制和高精度冷弯成型等多项国家专利技术,确保了箱体的钣金制造精度,实现箱体机械强度更高。
该机组设备占地约50平方米,设备组成主要包括:放料装置、校平装置、自动送料装置、连续冲孔装置、高精度冷弯成型主机、定尺切断装置、自动折框装置、电气控制系统等部件组成;主要功能:自动去角、伺服自动冲孔、自动下料、自动成型、自动折框等。