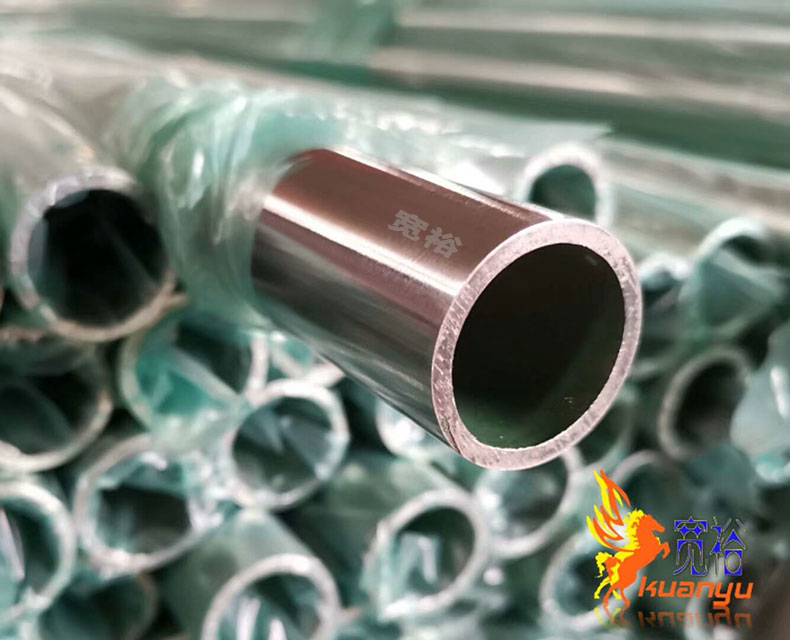
佛山宽裕不锈钢有限公司,生产【SUS304、304L、316、316L、201】等材质不锈钢管、不锈钢大管,不锈钢厚管,大口径不锈钢方矩管,不锈钢工业管、不锈钢焊管、不锈钢水管以及配件、不锈钢圆管表面可拉丝、180#、240#、320#、抛光400#、6K、8K镜面通等、产品应用于机械构造,电镀设备,道具,展示架,工业设备,包装食品机械,电子机械,不锈钢装饰工程,化工,染整等,产品特点:价格好,品质好,表面平整度好,对角线,直线度好,可提供生厂证,材质合格证书等。










不锈钢管在焊接过程中需要按照要求来进行操作,那么不锈钢管焊接的操作要求有哪些呢?
不锈钢管焊接操作的要求:
1.确定焊接工艺
不锈钢的牌号非常多。按合金成分可分为系不锈钢和镍不锈钢。按不锈钢的金属组织可分为奥氏型、铁素体型、马氏体型等。而在施工中常用的是奥氏体型,如:0Crl9Ni9、1Crl8Ni9Ti等。奥氏体型不锈钢的焊接性比较好,相对比较容易焊接,焊接接头即使在焊态也具有较高的韧性。但与普通碳素钢相比,其导热率约为碳钢的1/3,膨胀系数却比碳钢大1.5倍。由于奥氏体不锈钢具有较低的导热率和较高的膨胀系数,这样在焊接过程中会产生较大的变形和应变。所以焊接质量主要取决于焊接工艺是否与母材相适应。为此在确定焊接工艺时,必须从以下方面进行考虑。
焊接方法的选择不锈钢常用的焊接方法有手工电弧焊、气体保护焊及自动埋弧焊。主要是根据设计的介质参数、施工条件和操作环境、以及施工成本等确定。在工艺管道施工中,因管径大小不等,且管道上阀门、管件较多,使得焊口位置变化较复杂。所以一般均采用手工电弧焊。对于输送易燃、易爆或介质有一定洁净度要求的管道,通常采用氩弧焊打底。手工电弧焊盖面的方式焊接,以提高焊缝的内在质量。焊接材料的选择不锈钢焊条分为不锈钢焊条(牌号为“G”字头)和镍不锈钢焊条(牌号为“A”字头)。不锈钢焊条主要用于马氏体型不锈钢焊接。焊条的选择主要从母材的化学成分、管道介质温度和压力、焊机电流(交流或直流)、焊接方法以及焊接时的环境温度等多方面考虑。一般来说,通过选择确认,会有多个牌号的焊条能够满足焊接要求。这时可根据焊条的性价比择优选用。
焊缝坡口形式的选择设计单位通常根据焊缝的受力情况。在施工图中注明坡口形式采用相应的规范或标准。而常用的规范或标准中没有根据母材和焊材的不同对坡口尺寸进行细分。只是依据母材厚度和焊接方法来确定的。但实际上不同的母材和焊材在焊接时对坡口尺寸的要求是不同的。这是因为,材质的化学成分和物理特性不同,其施焊时的穿透力(熔深)也不尽相同。所以在施工时一定要根据具体的材质,调整坡口的对口间隙、钝边、坡口角度。如果坡口尺寸过大,不仅会提高施工成本,还会使焊缝应力过大,易变形和产生裂纹;而坡口尺寸过小,则容易出现未焊透、夹渣等质量缺陷。在采用手工电弧焊进行作业时,因不锈钢比碳钢焊条的穿透力小。所以坡口角度及对口间隙应适当增大。可按规范给定的正偏差值进行控制,或通过试焊来确定。
焊接电流的选择奥氏体不锈钢的比电阻比碳钢的大了近5倍。因此焊条在施焊时很容易过热、烧红。而使用大电流将引起焊条过热和药皮中有效成分的烧损,使焊缝保护不良容易引发缺陷,同时也得不到预期的焊缝金属成分,所以焊接电流不宜过大。一般选用较小的焊接电流为宜。
食品级不锈钢流体管63*1.5造纸用管
卫生级不锈钢洁净管88.9*1.5厂家