预制构造生产线操作方法:
过大时容易使转子被磨坏,过大时应停机检查板锤磨损情况。
1、由于硅微粉本身颗粒。比表面积大和需水量高的特点。所以必须与高效减水剂联合使用才能发挥它的性能;
2、花砖机掺入硅微粉的量要适当。一般掺量为5%~10%,把握住这个度硅微粉的作用才能发挥得好;
3、硅微粉掺入花砖机的方法有内掺法和外掺法两种。内掺法要水泥的用量,一般用在中,低标号的混凝土中,外掺法不水泥用量。一般用于高标号的混凝土中。在设计花砖机坍落度时应比普通混凝土的大2--3cm,因为硅微粉花砖机的稠度大;
4、硅微粉花砖机的搅拌时间应比普通混凝土的,这样才不至于因搅拌不均匀而造成质量事故。



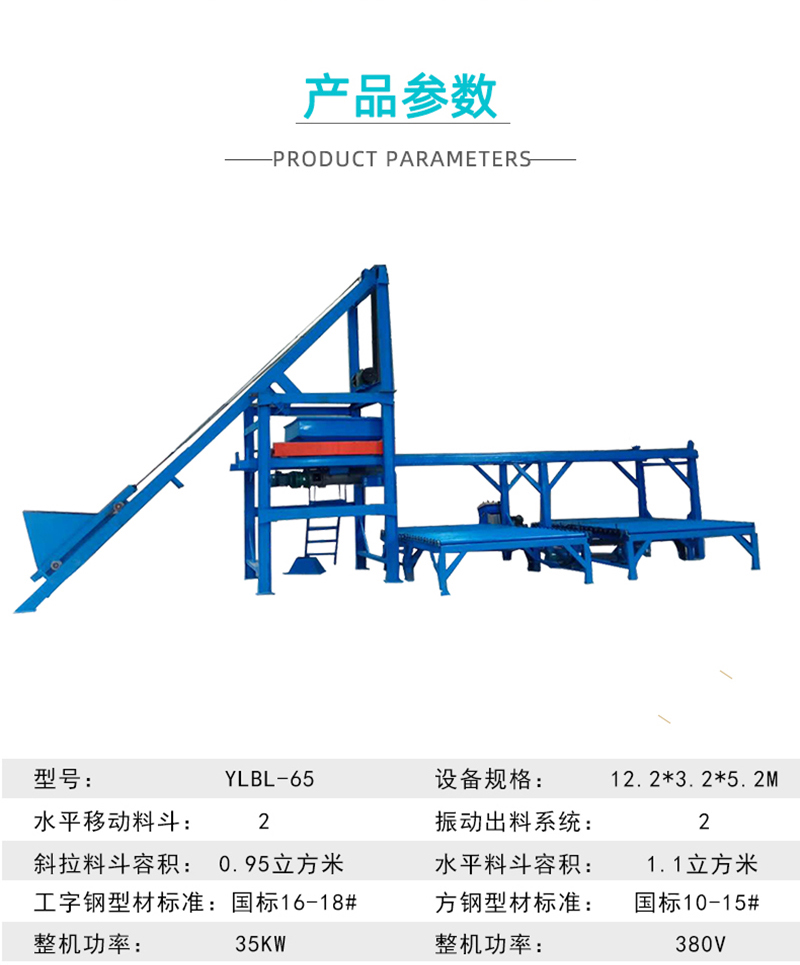
预制件生产线整机利用五大系统,控制面板配合摇杆,预制构件生产线机器,完成自动化预制件生产。
1、斜拉提升料斗系统:控制料斗斜拉提升
2、水平移动料斗平轨出料系统:水平移动给设备提供外来进料。
3、振动出料系统:高频振动,使磨具内混凝土压平出光,均匀的附着磨具上。
4、叉车辊轮托盘:预制件滚动出货到叉车辊轮托盘运往晒场。
5、及配电系统:整机运作通过控制面板摇杆控制,三级配电箱配有4个十字摇杆,每个摇杆根据具体指示向对应方向摇动。
一台设备,3人一天产能60-90方,我公司经历数年的开发研究,设计出全套的预制块生产线。

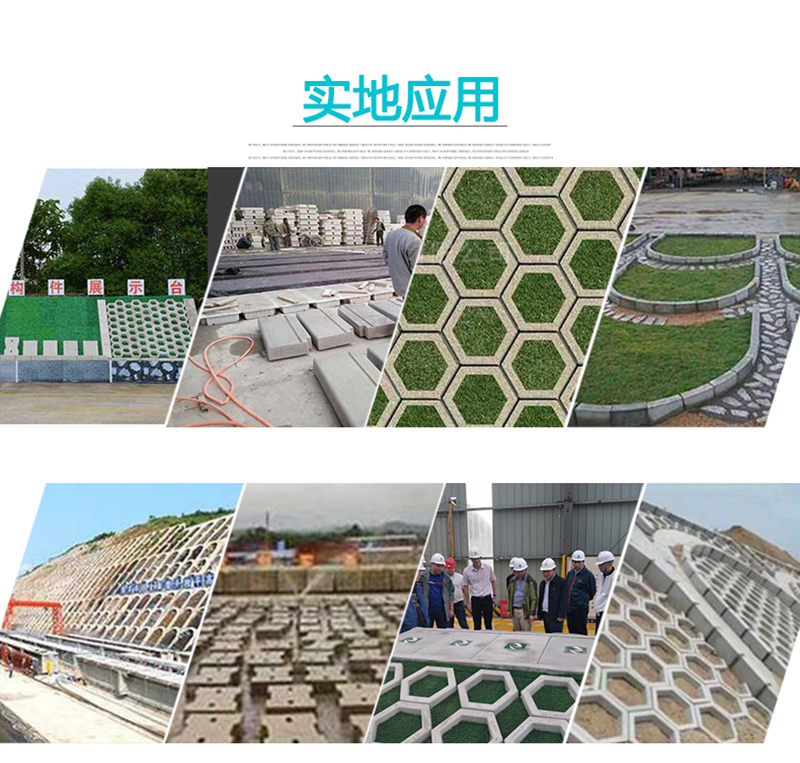
预制件生产线工作流程:
1、斜拉上料负责从罐装车中接混凝土,讲混凝土斜拉至接料
2、接料内含有自动称重和双螺旋下料
3、振动称型内含高振动器,快速振动成型
4、智能操控箱控制整套设备所有运转,简单,快捷
5、输送:输送、积累成型预制块,转运晒场时一次转运多块。


预制构件生产线一般由振动器,电机,减速器,空压机组合而成五大系统,斜拉提高料斗系统,及配电系统么叉车辊轮托盘,平轨出料系统,振动辊推台预制构件生产线的工作方式:由搅拌站或搅拌机布料,控制料斗斜拉提高,水平移动给设备提供外来进料,高频振动,使磨具内混凝土压平出光,均匀的附着磨具上,预制件滚动出货到叉车辊轮托盘运往晒场。