管管自动焊机的发展过程
大约40年前,在缔造核电站的过程中,需求很多的高质量的焊接,这些焊缝是很多可重复性的和零缺点的。所以呈现了管管主动焊接。这个时候由于关注点都在焊接质量、可重复性和零缺点上,所以关于焊接功率,或许每一个焊缝需求花费的时刻,一般用户是不太介意的。
当今轨迹GTAW广泛用于管道直径12英寸及以下(300毫米及以下)的运用场合。由于劳动力开支占焊接本钱的80%以上,所以在这些场合,管管轨迹主动焊接仍是可行的。
管管轨迹GTAW工艺的局限性
它需求运用特别的J形坡口完成开始的根部焊道;
当运用12寸外径和更小的管时,主动化TIG焊接工艺是可行的,可是该工艺不适合12寸以上的大直径管。 管管轨迹GTAW需求运用便携式管道坡口的东西加工管子端面后才干焊接。但是更大尺度的管径,如当直径24寸时,加工管子的这些坡口东西不管是租借仍是购买,价格都很贵重。

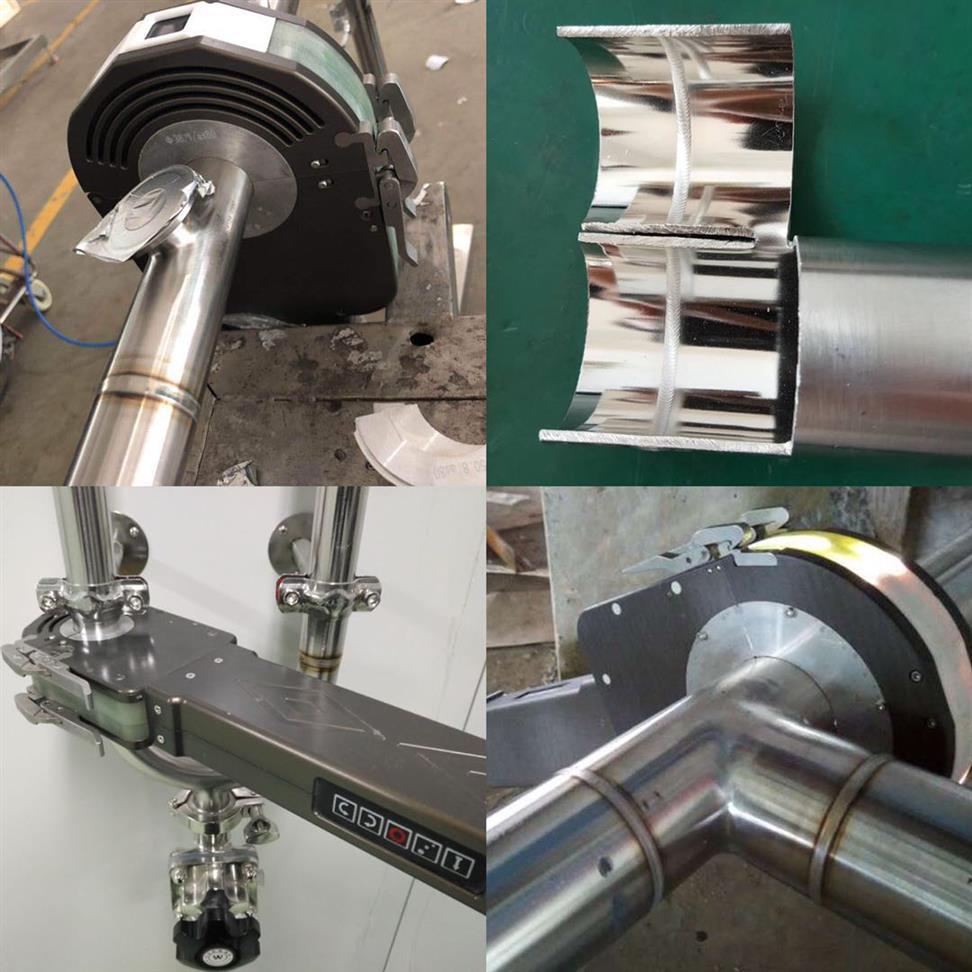
全位置管管自动焊在焊接前需要做哪些准备呢?
1、对所焊接工件的坡口角度有着严格要求,需要坡口的角度保持一致,因为自动焊在焊接时是重复设定好的程序的,所以工件的坡口角度不能来回变化,要和设定程序时的坡口保持一致。
2、工件焊口周围端头100mm范围内的氧化膜、铁锈、油污、水等脏物要清理干净,以免影响焊接效果。这一点在手工焊时也是要做到的,油污、铁锈等都会影响焊接质量,一般管管的焊接都是需要打压还有做探伤等检测的,所以除污这一步骤是很重要的。
3、要在清洁无风的环境下进行焊接,尤其是开放式的管管自动焊,这一点也是和手工氩弧所要求的是一样的。
4、由于全位置管管自动焊需要360度旋转焊接,所以即使是填丝焊接焊丝的直径也不能过粗,一般1.0/0.8为常用的焊丝直径。
管管自动焊机注意事项
1、新的或耐久未用的管管自动焊机,常因为受潮使绕组间、绕组与机壳间的绝缘电阻大幅度下降,在开始运用时容易发作短路和接地,形成设备和人身事故。因此在运用前运用摇表检查其绝缘电阻是否合格。
2、发动新管管自动焊机前,应检查电气系统接触器部分是否出色,以为正常后,可在空载下发动试运转。证明无电气风险时,方可在负载情况下试运转,终究才华投入正常运转。
3、直流管管自动焊机应按规矩方向旋转,关于带有通风机的要注意风机旋转方向是否正确,应运用由上方吹出。以到达冷却管管自动焊机的意图。
